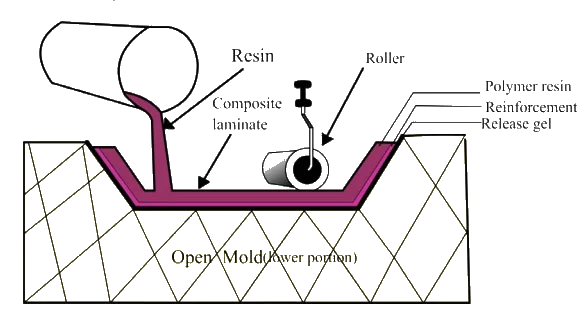
Gel coat is first applied to the mold using a spray gun for a high-quality surface. When the gel coat has cured sufficiently, roll stock fiberglass reinforcement is manually placed on the mold. The laminating resin is applied by pouring, brushing, spraying, or using a paint roller. FRP rollers, paint rollers, or squeegees are used to consolidate the laminate, thoroughly wetting the reinforcement and removing entrapped air. Subsequent layers of fiberglass reinforcement are added to build laminate thickness. Low density core materials such as end-grain balsa, foam, and honeycomb, are commonly used to stiffen the laminate. This is known as sandwich construction.